
一、核心写作目标
本指南聚焦工业自动化现场——工厂生产线、设备控制柜、PLC系统集成等核心场景——为电子维修人员、企业质检从业者和电子爱好者提供一套清晰、落地的PNP/NPN元器件检测方案。内容以“实操落地、行业适配”为核心理念,帮助不同基础的读者快速掌握检测技巧,能独立完成元器件好坏判断,同时规避检测过程中的安全风险和常见误区。
开头引言
在工业自动化领域,PNP与NPN型传感器和三极管是最常见的电子元器件之一,广泛应用于PLC输入信号采集、接近开关定位、光电开关检测、限位保护等关键环节。工厂流水线工件定位、AGV小车避障、仓储货架货物检测,都离不开这些元器件-3。现场最让人头疼的问题往往不是复杂的系统故障,而是最简单的“这传感器是PNP还是NPN?”“这管子到底坏了没有?”——选型选错、接线接反、型号混淆,直接导致设备停机、信号异常,甚至造成撞车事故-21。
掌握测量PNP与NPN好坏的核心方法,对于快速排查设备故障、提升维修效率、规避安全风险具有不可替代的价值。本文结合工业自动化现场的实际场景,从基础到专业,分层次详解如何区分PNP与NPN的检测方法,兼顾新手易懂与专业精准,实操性强,贴合工厂维修与质检的实际需求。无论您是刚入行的自动化设备维护员、工厂质检工程师,还是正在学习工业控制的爱好者,都能在本指南中找到适合自己的检测方案。
二、前置准备
1. 工业现场PNP/NPN检测核心工具介绍
基础款(新手必备,适配工厂入门质检与维修场景) :
数字万用表:首选带“二极管测试档”和“hFE放大倍数测试档”的型号,这是检测三极管类型和好坏最核心的工具-。建议选择具备DC电压20V/30V量程的万用表,适配工业现场常用的DC12-24V传感器供电电压-12。
开关电源:DC12V或DC24V直流电源,用于为传感器单独供电检测。工厂现场可以直接利用设备控制柜中的24V端子取电,但需注意安全规范。
金属触发件:如螺丝、铁片、扳手等,用于手动触发接近开关的检测面-12。
专业款(适配工厂批量检测与高精度校验场景) :
可编程直流电源:可实现电压精确调节,用于测试元器件在不同供电条件下的响应特性,适配质检部门批量检测需求。
示波器:用于观察传感器输出信号的波形质量,排查高频干扰或信号畸变问题,适用于精密设备维修场景-47。
PLC模拟输入模块或信号采集卡:适配工厂流水线批量测试场景,可同时检测多路传感器信号的一致性。
工业级晶体管测试仪:可一键识别NPN/PNP类型、引脚排列、放大倍数、漏电流等参数,大幅提升批量检测效率。
2. 工业现场PNP/NPN检测安全注意事项(重中之重)
工业自动化现场环境复杂,检测过程中务必遵守以下安全规范:
断电操作优先:在从设备上拆卸或接入传感器/三极管之前,务必切断控制柜的总电源或相关支路电源。带电插拔可能引发短路,烧毁PLC输入模块甚至整个控制系统。
确认电压等级:工业现场传感器供电常见DC12V、DC24V,但部分老旧设备可能存在AC220V供电的传感器。检测前务必核对设备铭牌或线路图,避免万用表量程选择错误造成仪表损坏或人身伤害。
防静电与防短路:检测三极管等敏感元器件时,建议佩戴防静电手环。使用万用表表笔时注意避免表笔尖同时接触相邻引脚造成短路。在粉尘、油污严重的环境中检测前,应先清理元器件表面的污染物-。
万用表档位确认:每次切换测量对象时,务必确认万用表档位是否正确——测电压时档位应在DC电压档,测通断/电阻时应在二极管档或电阻档。档位错误轻则读数不准,重则烧毁万用表。
“接地”安全认知:工业现场存在多种接地(保护地PE、信号地GND、电源负极COM),检测时需分清测量参考点。以传感器检测为例,黑表笔应接电源负极(GND)作为参考地,而非随意接设备外壳。
3. PNP与NPN基础认知(适配工业现场精准检测)
PNP与NPN的核心区别(工厂现场必须掌握的口诀):
PNP = Positive输出:检测到目标时,输出高电平(接近电源正极电压,如+24V)-3。通俗理解:PNP传感器像一个“电源送电”开关,电流从输出端“流出去”。
NPN = Negative输出:检测到目标时,输出低电平(接近0V/GND)-3。通俗理解:NPN传感器像一个“接地通路”开关,电流从负载“流进去”。
工业现场快速记忆法:P=Positive(正极/高电平),N=Negative(负极/低电平) ,最后一个字母决定输出特性-12。
关键参数关联检测:
供电电压:工业传感器多为DC12-24V,检测时确认供电正常是第一步——指示灯不亮,99%不是感应问题,先查供电-35。
输出逻辑:PNP常开型在无感应时输出低电平,有感应时输出高电平(+24V);NPN常开型则相反-35。
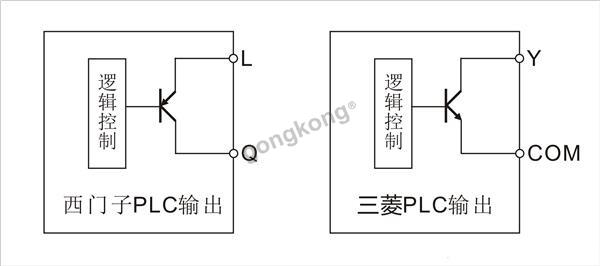
PLC适配规则:西门子PLC多为漏型输入,适配PNP传感器;三菱PLC多为源型输入,适配NPN传感器-3。选型错误会导致灯亮但系统收不到信号的典型故障-35。
三极管基础认知:三极管内部相当于两个PN结(发射结和集电结)-46。NPN型由两层N型材料夹一层P型材料构成,PNP型则相反-2。在工业电路中,NPN三极管更常见于高速开关和放大电路,而PNP三极管常用于特定开关应用-2。
三、核心检测方法
1. PNP与NPN基础检测法(工厂现场快速初筛)
在进入仪器测量之前,可通过以下“四步排查法”快速定位问题:
第一步:看指示灯——传感器本体通常自带LED指示灯。感应目标时灯亮但系统无信号,优先怀疑NPN/PNP型号不匹配-35;灯完全不亮,直接锁定供电问题——检查电源是否接通、正负极是否接反、电源线是否断裂-35。
第二步:查接线——三线制传感器标准线色:棕线=电源正极(VCC/Brown),蓝线=电源负极(GND/Blue),黑线=信号输出(OUT/Black)-12。接线错误是最常见的故障原因-22。
第三步:确认型号标识——传感器本体或包装上通常标注“NPN”或“PNP”,部分型号通过编号后缀区分。工厂现场维修时切勿仅凭外观判断,应以标识为准。
第四步:外部环境排查——感应距离超出额定行程、被测物体材质不匹配(非金属无法触发电感式接近开关)、感应面脏污或被金属碎屑覆盖,都会导致“不动作”-35-。
2. 万用表检测PNP与NPN方法(工厂新手重点掌握)
2.1 用万用表区分PNP与NPN传感器(电压检测法)
这是工厂现场最快速、最直观的区分方法。核心逻辑:给传感器供电,用万用表测信号线(黑线)的电压输出。
操作步骤:
步骤1:接线供电
传感器棕线接DC24V电源正极
传感器蓝线接DC24V电源负极
传感器黑线(信号输出线)暂时悬空,不接负载-12
步骤2:触发传感器
用金属件贴近传感器检测面,使传感器处于“感应到目标”状态
步骤3:电压测量(方法一:黑表笔接GND)
万用表切换至DC电压档(20V或30V量程)
黑表笔接电源负极(GND),红表笔接传感器黑线
如果万用表显示约24V(高电平)→ PNP型传感器
如果万用表显示约0V(低电平)→ NPN型传感器-12
步骤4:交叉验证(方法二:黑表笔接VCC)
黑表笔接电源正极(VCC),红表笔接传感器黑线
如果万用表显示约24V → NPN型传感器
如果万用表显示约0V → PNP型传感器-12
测量PNP与NPN传感器好坏的核心判断标准:
正常传感器触发时,输出电压应在0V与24V之间稳定切换(偏差±2V以内可接受)
若触发前后电压变化不明显(如始终为12V中间值),可能内部输出管损坏
若电压正常但PLC无反应,检查接线与PLC输入模块类型是否匹配
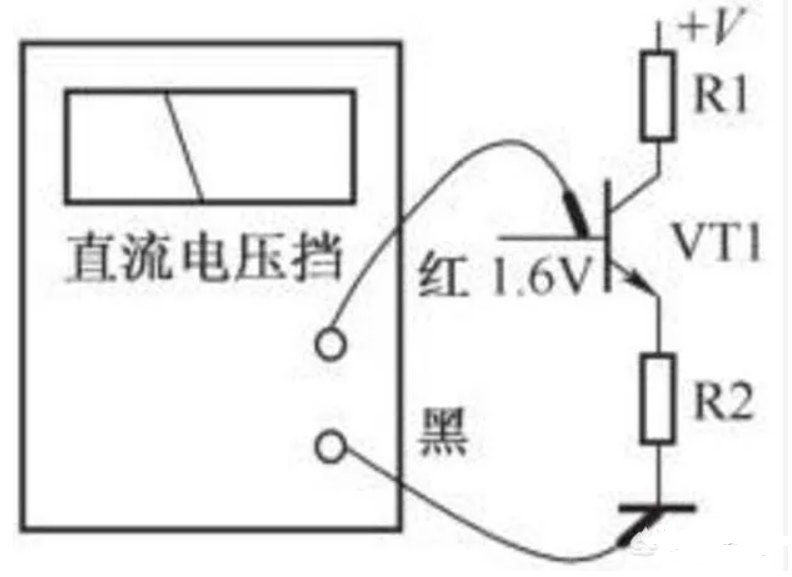
2.2 用万用表区分PNP与NPN三极管(二极管档法)
三极管内部有两个PN结,利用二极管档测量PN结的正向导通特性,可以快速区分类型并判断好坏-16。
步骤1:找基极(B)并判断类型
万用表切换至二极管档
任意选一个引脚,红表笔固定接此脚,黑表笔依次接触另外两个引脚
如果两次测量均显示0.5V~0.8V导通压降 → 红表笔所接为基极,且该三极管为NPN型-16
如果两次均不导通(显示“OL”),则交换表笔:黑表笔固定接该引脚,红表笔测另外两个
如果此时两次均导通 → 黑表笔所接为基极,且该三极管为PNP型-16
步骤2:区分集电极(C)和发射极(E)
确定基极后,剩下的两个引脚需要区分C/E
方法: 红表笔接假设的C极,黑表笔接假设的E极,用手指同时捏住基极和红表笔所接的引脚(人体电阻提供偏置电流)
记下读数后交换红黑表笔重复测量
读数更小(导通程度更高)的那次测量中,红表笔所接为C极,黑表笔所接为E极-16
步骤3:判断三极管好坏
正常三极管:B-E结、B-C结正向导通(0.5-0.8V),反向不导通(OL);C-E间近似开路
短路故障:任意两极间测量压降为0V → 内部已击穿-16
开路故障:任意组合测量均无导通显示 → 内部引线断裂-16
性能下降:有hFE功能的万用表,插入对应插孔后放大倍数应在几十到几百之间,读数很小(个位数)可能已损坏或引脚插反-16
2.3 使用指针万用表检测三极管(适用于指针表用户)
对于仍在使用的指针式万用表,将档位置于R×100或R×1k电阻挡。判断规律:若红表笔接基极、黑表笔接其他两极时测得较小阻值,则为PNP型;若黑表笔接基极、红表笔接其他两极时测得较小阻值,则为NPN型-45。测量集-射间电阻(R×10k档),硅管应大于数兆欧-。
3. 工业专业仪器检测方法(进阶精准检测)
3.1 示波器检测传感器信号质量
对于高频开关或对信号完整性要求严苛的场合(如高速计数、精确定位),万用表无法捕捉瞬态信号异常。使用示波器可以:
观察信号上升沿/下降沿:正常传感器输出边沿陡峭(微秒级),边沿变缓说明输出驱动能力下降
检测干扰信号:观察是否有毛刺或抖动,尤其是在变频器、伺服电机附近工作时
确认脉冲宽度:用于计数或测速的传感器,脉冲宽度应符合预期,过窄可能导致PLC无法识别
3.2 PLC在线信号监测(无需拆焊)
工厂现场最实用的检测技巧——利用PLC编程软件在线监控输入点状态:
西门子S7系列:通过STEP 7或TIA Portal监控输入地址(如I0.0),观察触发时状态位是否翻转
三菱FX系列:通过GX Works监控输入端口,配合强制功能判断信号是否到达PLC
这个方法可以在不拆传感器的情况下快速判断故障是传感器本身还是接线/PLC模块问题-35。
3.3 晶体管测试仪批量检测
对于企业质检部门批量检测三极管,工业级晶体管测试仪可一键完成:
自动识别NPN/PNP类型
自动识别引脚排列(E、B、C)
测量直流放大倍数(hFE)和穿透电流(ICEO)
判断PN结好坏及反向漏电情况
测试仪的输出结果直接对标元器件数据手册参数,大幅提升检测效率和准确性。
四、补充模块
1. 工业现场不同类型PNP/NPN元器件的检测重点
| 元器件类型 | 工业场景 | 检测核心重点 |
|---|---|---|
| PNP常开接近开关 | 智慧工厂流水线工件定位、AGV小车避障 | 触发时黑线输出+24V(高电平),未触发时输出0V(低电平)-3 |
| NPN常开接近开关 | 水利闸门限位、农机设备位置检测 | 触发时黑线输出0V(低电平),未触发时输出高电平(悬浮或+24V) |
| PNP功率三极管 | 工业电源调整电路、开关电路 | 重点检测集电极-发射极耐压值、开关速度、饱和压降 |
| NPN小信号三极管 | PLC输入信号放大、传感器驱动电路 | 重点检测放大倍数(hFE)、穿透电流是否过大 |
2. 工业现场PNP/NPN检测常见误区(避坑指南)
❌ 误区1:认为“灯亮=传感器正常”
灯亮仅表示电源供电正常,并不代表信号输出正确。PNP传感器接NPN型PLC时,灯亮但系统收不到信号是典型故障-35。
❌ 误区2:用电阻档测传感器输出信号
传感器输出为开关量电压信号,应使用DC电压档测量。电阻档可能因内部电路结构导致误判。
❌ 误区3:接线时忽略公共端(COM)
三线制传感器接线时,电源负极(蓝线)和PLC的公共端(COM)必须共地。接错COM会导致PLC无法识别信号。
❌ 误区4:检测三极管时未拆下测量
在线测量受并联元件影响,读数可能不准确。尽量将三极管从电路中取下再测量-47。
❌ 误区5:万用表档位混淆
用二极管档测完三极管后忘记切回电压档就去测传感器电压,可能损坏万用表甚至烧毁传感器。养成“测前确认档位”的习惯。
3. 工业现场PNP/NPN失效典型案例(实操参考)
案例一:PNP传感器与PLC输入逻辑冲突导致硬限位撞车
故障现象:某设备激活硬限位后报“撞车”故障,两个硬限位同时手动触发后复位仍报故障-21。
检测过程:使用万用表测量传感器信号线电压,触发时黑线输出24V(正常),但系统仍报警。排查发现V90 PN驱动器的硬限位输入默认配置为低电平有效(常闭触点逻辑),而现场使用的是PNP常开传感器(触发信号为高电平),导致逻辑冲突-21。
解决方案:检查并修改驱动器参数P29012/P29013为“高电平有效”(对应常开触点逻辑)-21。或更换为常闭型PNP传感器,使逻辑电平匹配。这一案例充分说明:测量PNP与NPN好坏不能只测元器件本身,还需确认它与控制系统的逻辑匹配关系。
案例二:传感器选型错误(PNP配NPN电路)导致定位信号偶发丢失
故障现象:一台配料小车刚开始正常使用,运行一段时间后开始出现定位错误,故障偶发、难以复现-22。
检测过程:用万用表测量传感器输出线电压,发现接通时电压仅约14V(应为24V),断开时约7V(应为0V),远低于正常范围-22。进一步检查发现,根据电路接法应使用NPN传感器,但设备厂家错误使用了PNP传感器并只接了棕线和蓝线,黑线悬空,导致信号不稳定。
解决方案:更换为正确型号的NPN接近开关后,定位信号问题彻底消失-22。此案例说明:测量PNP与NPN好坏不仅要测“元器件本身是否通电”,更要测“在完整电路中的信号完整性” 。错误的选型即使在空载检测时可能“看起来正常”,但在实际负载下必然暴露问题。
五、结尾
1. PNP与NPN检测核心(工业现场高效排查策略)
综合上述检测方法,工业现场可建立以下分级排查流程:
第一级:看灯查电(30秒完成)
传感器指示灯不亮 → 查供电(电源、接线、正负极)
指示灯亮但系统无信号 → 查NPN/PNP型号匹配
第二级:电压测量(2分钟完成)
万用表DC电压档测黑线输出
触发时应有明确的高低电平切换(0V ↔ 24V)
电压异常(中间值、波动过大)→ 元器件损坏或供电异常
第三级:信号验证(5分钟完成)
用PLC编程软件在线监控输入点状态
确认信号是否到达控制器,排除接线和模块故障
第四级:元器件独立检测(需拆下)
传感器:单独供电+万用表电压检测
三极管:二极管档测PN结正向导通特性
记住核心口诀:P输出正,N输出负;看灯查电是第一步,电压测量最靠谱。这套分级排查策略覆盖了从基础到进阶的完整检测链条,适配工厂维修、质检、调试等不同场景。
2. PNP/NPN检测价值延伸(工业维护与采购建议)
日常维护建议:
定期检查传感器感应面是否有油污、粉尘覆盖,清洁时使用软布擦拭,避免划伤感应面
在强干扰环境中(变频器附近),建议使用屏蔽电缆连接传感器,且屏蔽层单端接地
定期用万用表抽检关键位置传感器的输出电压,建立设备“健康档案”
采购建议:
优先选择同一品牌的传感器,确保NPN/PNP标识清晰明确
新建产线时建议统一使用PNP传感器(欧美主流标准),因其抗干扰能力强且输出逻辑直观-1
长距离传输(>10米)优先选PNP,高电平信号抗干扰能力更强;电池供电或低功耗场景优先选NPN-3
批量采购时抽检3-5%的样品,用晶体管测试仪或万用表验证输出特性是否达标
3. 互动交流(分享工业现场PNP/NPN检测难题)
你在工厂检测PNP或NPN传感器/三极管时,是否遇到过以下情况?
传感器指示灯正常亮灭,但PLC输入点就是不响应?
三极管在线测量时读数正常,拆下来单独测却发现问题?
批量采购的传感器批次间输出特性不一致?
欢迎在评论区分享你在工业现场遇到的检测难题和解决方法,或提出你在实际工作中遇到的困惑。我们将定期整理大家的问题,推出更多PNP与NPN检测相关的实操干货,帮助更多工业自动化从业者提升现场故障排查能力!
关注我们,获取更多工业现场电子元器件检测实操指南,让每一次维修都有据可依!





